Core Services






Serving You at Multiple Strategic Locations
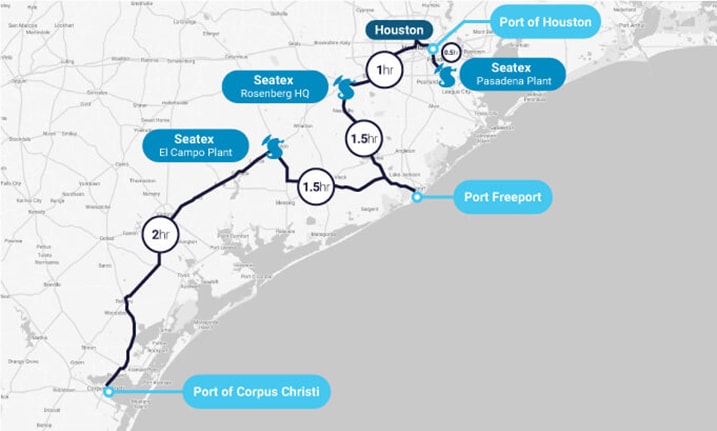
We’re proud to offer our customers service at multiple locations in South Texas, each with convenient access to both rail and shipping lines. We save companies significant costs by performing blending, packaging, and labeling all in-house, rather than paying to have these services done by third parties across the country.
Seatex Location AdvantagesAccredited to ISO 9001:2015 and facilities certified to EPA, GMP, NSF, Kosher, and UL standards.
See all locationsIndustries We Serve
Specialty Chemical
Seatex boasts the physical assets and mechanical capabilities to handle the toughest R&D and manufacturing challenges industrial companies face.

Energy
Headquartered in the heart of energy country, we are seasoned producers of fluids and additives for drilling and completion tasks.
Cleaning
We’ve handled virtually all household cleaning products, from hand care to floor care, laundry to restroom cleaners and everything in between.
Agriculture
Our formulations are employed by farmers and food producers in their nutritional, crop protection, and specialty applications.
Package, Label, Store, and Ship Any Way You Need
Whether you need us to warehouse your chemicals or get them where they need to be quickly, Seatex comes through. Our Rosenberg facility is served by on-site, on-demand railcar service, and our Rosenberg, Pasadena, and El Campo locations are within easy reach of the Port of Houston.
Looking for a hard to find package size? Seatex stocks a full spectrum of options that can be labeled here in-house with your design or ours.

Tanker Truck
-
Railcar
-
Tote
-
Drum
-
Pail
-
Gallon
-
Quart
-
Jar
-
Boxes
-
Bulk Sacks
-
Bottle
-
Bag
-
Zip Lock Bag
-
Pouch
-
Zip Lock Pouch

















Get interesting news & updates to your inbox
Sign up
Trade Association Memberships






Certifications



LEARN MORE ABOUT
Our Custom Packaging Capabilities from 1 Gallon to Rail Car
Seatex is a specialty chemical technology manufacturing solutions company based in Rosenberg, TX.
445 Highway 36 N Rosenberg, TX 77471
© 2024 Seatex LLC. Privacy Policy